

Yコートとは

Yコートとは、イオンプレーティング法を用いたセラミックス皮膜のコーティング処理です。
金型にYコートを施すことで『耐摩耗・耐かじり性、滑り性向上、耐溶着性、耐熱性』が得られ、金型の長寿命化や品質の安定化を実現します。
また、独自の皮膜除去と再コーティング技術により、金型のリユースが可能となり、省資源化やコストダウンに貢献いたします。
金型への皮膜コーティング方法

ユケン工業ならではの皮膜技術
-
POINT1
洗浄剤メーカーのノウハウを活かした前処理技術によりPVD膜の密着性が優れる。
-
POINT2
低温処理(500℃未満)だから素材の寸法変化及び歪みが小さい。
-
POINT3
薬品メーカーとしての技術力を活用し超硬上の皮膜も除去可能。
-
POINT4
損傷分析能力の高さと品質保証。
ユケンの特長
洗浄剤メーカーのパイオニアとして培ってきた独自の技術を生かしたコーティング処理を行っています。
洗浄剤メーカーのノウハウを生かした独自の金型洗浄技術
『皮膜が密着良く着くかどうか』は洗浄で決まります。
当社は洗浄剤メーカーのノウハウを生かし、独自の金型洗浄技術を開発しています。
低温処理(500℃)だから素材の寸法変化及び歪みが小さい
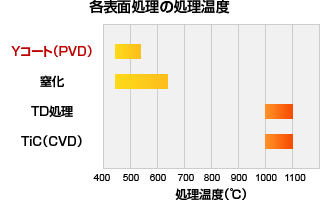
TD処理やCVDと同硬度、またはそれ以上の皮膜を低温処理で実現しました。素材の寸法変化および、歪みを小さくすることができます。
※鋼材は520℃以上の焼き戻しが2回以上必要です。
薬品メーカーとしての開発力を生かした独自の除膜技術
化学薬品メーカーとしての技術開発により、PVDに限らずCVD・TD皮膜も薬品による溶解除去を可能にしました。また除膜後の表面荒れを制御することで、使用した金型の再コーティングを可能にしました。
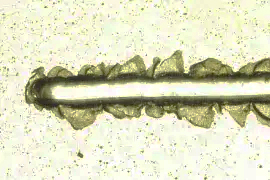
CVD、TD処理の場合(ショットブラスト使用)

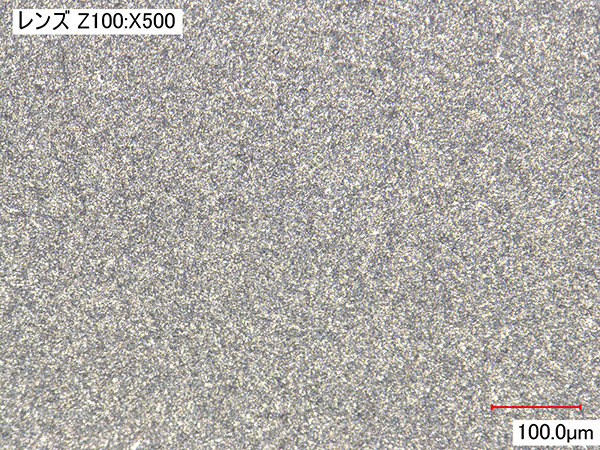
除膜により、金型表面が荒れるため、大掛かりなラップが必要になる。
(右図参照:ショットブラストによる除膜後の表面 ×500)
Yコートの場合(溶解除去使用)

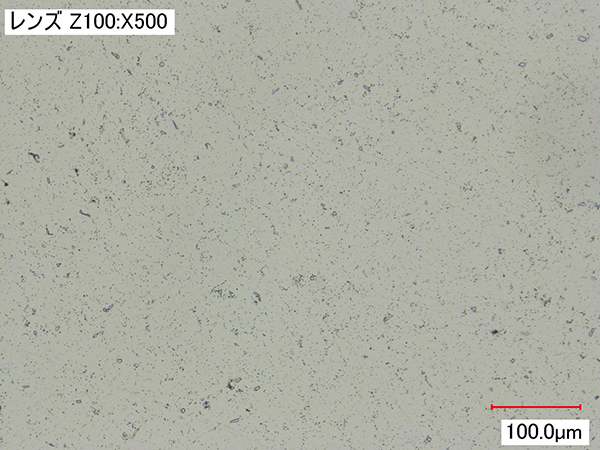
除膜後も鏡面を維持できるため、簡易的なラップで対応可能。
(右図参照:溶解による除膜後の表面 SKH51 ×500)
損傷分析能力の高さと、品質保証
豊富な金型分析経験から、損傷金型の『拡大観察』『残存膜厚測定』『断面分析』等を行います。
充実したスタッフ、分析器機による確かな品質と、アフターフォローを行います。
Yコートバリエーション
-
タイプN(TiN)

耐摩耗性・耐焼き付けに優れる
- 用途
- 冷間鍛造・プレス
- 膜厚
- 2μm
- 硬度
- 2,200 Hv
- 酸化温度
- 400℃
-
タイプR(CrN)
耐溶着性・滑り性・耐熱性に優れる
- 用途
- 冷間鍛造・プレス・温熱間鍛造・ダイカスト
- 膜厚
- 5μm
- 硬度
- 1,800 Hv
- 酸化温度
- 600℃
-
タイプTL(TiAlN)

耐摩耗性・耐高熱性に優れる
- 用途
- 冷間鍛造・プレス・ダイカスト
- 膜厚
- 2μm
- 硬度
- 3,400Hv
- 酸化温度
- 800℃
-
タイプAⅡ(AI系)
高耐熱性により、耐かじり性に優れる
- 用途
- 冷間鍛造・プレス
- 膜厚
- 3μm
- 硬度
- 3,500 Hv
- 酸化温度
- 1,200℃
| 処理方法 | PVD | |||
|---|---|---|---|---|
| 膜種素材 | タイプN (TiN) |
タイプR (CrN) |
タイプTL (TiAlN) |
タイプAⅡ (AI系) |
| 鉄系 |  |
|
|
|
| 超硬 | |
 |
|
|
- 除膜可
- 除膜不可
タイプK+Yコート処理
金属素材に硬化処理(タイプK)を施し、その上からYコートを被覆する複合処理です。
『素材硬化+Yコート』の相乗効果により、今までのイオンプレーティング皮膜以上の効果が得られます。
-
皮膜断面

-
耐摩耗・耐かじり性
 Yコートのみ
Yコートのみ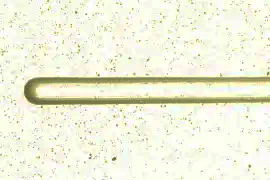 タイプK+Yコート
タイプK+Yコート
母材表層が硬くなることで、異物やバリがくい込み難くなります。
また、くい込みによる母材の変形も小さく済むので、コーディング皮膜も追従しやすく、皮膜のチッピング破壊が低減されます。 -
特長
耐摩耗性・耐かじり性、軟化抵抗、耐疲労性などの向上。寸法変化もYコートのみと同様。
-
注意事項
ステンレス、超硬合金等、硬化層が拡散しづらい素材につきましては、十分な効果が得られない場合がございます。
受託加工についてのお問い合わせ
受託加工の仕様や納期、金額等についてご質問やご相談などございましたらお気軽にお問い合わせください。

